Explore our core collection of environmentally compliant, custom-printed packaging options manufactured using advanced compostable films and structural paperboard.



The imperative to phase out single-use fossil fuel-based polymers is no longer merely a public relations exercise; it is an industrial, regulatory, and financial constraint. Across global consumer-packaged goods (CPG) markets, retail chains, food services, and medical sectors, decision-makers are actively redesigning packaging portfolios to mitigate ecological risks and comply with stringent regulatory frameworks. Extended Producer Responsibility (EPR) mandates, such as the EU Packaging and Packaging Waste Regulation (PPWR) and legislative developments in North America, have penalised non-recyclable multi-layer packaging structures, establishing a market context where high-barrier, circular materials are essential.
As a leading developer and manufacturer of high-performance packaging configurations, Wenzhou Amnet Packaging Co., Ltd. works at the intersection of material science and mechanical manufacturing. By combining bio-based compostable polymers, responsibly sourced paperboard, and monomaterial laminates, we support international enterprises in executing successful transitions away from traditional plastics without compromising barrier performance, aesthetic appeal, or shelf stability.
To successfully replace flexible petrochemical barriers, packaging engineers must resolve the functional performance gap between standard plastics and organic materials. Historically, alternatives to plastics fell short in protecting contents from oxygen permeation, moisture intrusion, and grease migration. This section details the material technologies that address these performance requirements.
Aqueous barrier coatings replace conventional polyethylene (PE) laminates on paper containers and folding boxes. Applied in liquid form via high-precision coater-laminators, these polymer dispersions form a uniform dry film that prevents water and fat absorption. Crucially, during pulping cycles, these coatings cleanly separate from the underlying cellulose, facilitating standard paper recycling stream integration without leaving microplastic residues.
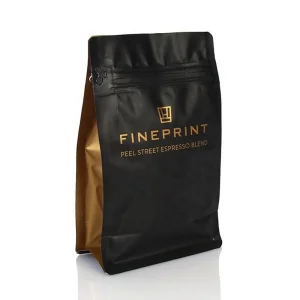
For flexible packaging applications, including food-grade stand-up pouches and compostable shipping bags, we utilize carefully calibrated blends of Polylactic Acid (PLA), Polybutylene Succinate (PBS), and Polyhydroxyalkanoate (PHA). PLA provides high clarity and rigidity, while PBS improves heat resistance and tensile elasticity. PHA, synthesized by microbial fermentation, exhibits complete marine and soil biodegradability, bridging the gap between performance and end-of-life cycle circularity.
In applications requiring extended shelf life (such as coffee beans or pet foods), we utilize mono-material polyethylene constructions (e.g., MDO-PE/PE). While technically derivative of plastics, these structures bypass the sorting bottlenecks of multi-material metalized film laminates, achieving high recyclability classifications within existing municipal recycling systems (RIC Code 2 and 4).
| Material Class | WVTR (g/m²/24hr at 38°C, 90% RH) | OTR (cc/m²/24hr at 23°C, 0% RH) | Tensile Strength (MPa) | Primary Disposal Method | Life Cycle Carbon Footprint |
|---|---|---|---|---|---|
| PET / LDPE Laminate | 1.2 - 2.5 | 50 - 80 | 120 - 180 | Landfill / Waste-to-Energy | High (Fossil Sourced) |
| Aqueous Dispersion Coated Kraft | 5.0 - 12.0 | N/A | 85 - 110 (Dry) | Standard Paper Recycling Stream | Very Low (Renewable Fiber) |
| Biaxially Oriented PLA/PBS Blend | 12.0 - 22.0 | 45 - 90 | 60 - 95 | Industrial Composting (EN 13432) | Moderate (Plant Sourced) |
| Monomaterial MDO-PE / EVOH-PE | 1.0 - 1.8 | 1.5 - 5.0 | 140 - 210 | Soft Plastic Recycling (Circular Loop) | Moderate (Fully Recyclable) |
Migrating enterprise-level packaging portfolios to plastic alternatives requires rigorous, systemic change. Major brands cannot afford failures in barrier integrity, physical damage during long-distance maritime transport, or mechanical bottlenecks on automated high-speed packaging lines. Our engineering division works directly with procurement directors to address these technical considerations during the initial specification phases.
Whether sourcing custom high-definition printed food packaging bags for snacks, biodegradable poly mailers for global e-commerce fulfillment, or high-barrier structural paperboard boxes for ready-made food items, Wenzhou Amnet Packaging Co., Ltd. implements robust validation protocols. We guarantee that all customized dimensions, weight specifications, and surface treatments match the requirements of existing automated packaging machinery, preventing drop-offs in downstream throughput.
A primary friction point in substituting plastics is the alteration of friction coefficients (CoF) and heat-sealing window parameters. Our technical specialists modify the chemical configurations of bio-coatings and non-plastic films to ensure compatibility with standard form-fill-seal (FFS) systems. This step minimizes downtime and material waste during transition phases, facilitating a smooth operational pivot.
Fluctuating raw material access and changing regional compliance structures pose major supply risks to global brands. By maintaining long-term supply relationships with international bio-polymer producers and pulp factories, we secure stable access to feedstocks. Our dual-facility operating model provides redundancy, mitigating supply disruption risks for long-term contract partners.
Wenzhou Amnet Packaging Co., Ltd. is a professional China printed packaging manufacturer specializing in custom packaging, retail boxes, and brand packaging solutions for customers worldwide. With extensive experience in packaging design, printing, and manufacturing, we are committed to helping brands enhance product presentation, strengthen market visibility, and create memorable customer experiences through high-quality packaging solutions.
Our product portfolio includes custom printed packaging, retail packaging boxes, folding cartons, corrugated packaging, paper boxes, rigid boxes, gift packaging, cosmetic packaging, food packaging, e-commerce packaging, promotional packaging, and branded packaging solutions. Designed to meet the diverse needs of modern industries, our packaging products combine attractive visual presentation, reliable product protection, and effective brand communication.
At Amnet Packaging, we understand that packaging plays a critical role in influencing purchasing decisions and building brand identity. Our experienced design and production teams work closely with customers to develop tailored packaging solutions that align with specific product requirements, target markets, and branding strategies. From structural design and artwork development to printing, finishing, and mass production, we provide comprehensive one-stop packaging services.
Quality, innovation, and sustainability are the foundations of our manufacturing philosophy. We utilize advanced printing equipment, strict quality management systems, and carefully selected materials to ensure consistent product quality and production efficiency. We also support environmentally responsible packaging initiatives by offering recyclable, biodegradable, and eco-friendly packaging options that help brands meet sustainability goals.
Serving clients across North America, Europe, Southeast Asia, Australia, and other global markets, Wenzhou Amnet Packaging Co., Ltd. has earned a reputation for reliable manufacturing, flexible customization capabilities, competitive pricing, and responsive customer service. We are dedicated to becoming a trusted global packaging partner, delivering innovative printed packaging solutions that help businesses elevate their brands and succeed in competitive markets.









Entering international consumer markets requires strict compliance with varying global regulations. In the United States, materials intended for direct food contact must satisfy Food and Drug Administration (FDA) requirements. In the European Union, materials must align with framework regulations EC No 1935/2004, while proving compostability requires compliance with regional standards such as EN 13432 or ASTM D6400.
Wenzhou Amnet Packaging Co., Ltd. conducts trace analysis, migration testing, and mechanical load-bearing validations on our materials. We maintain structured chain-of-custody protocols for our fiber inputs, utilizing Forest Stewardship Council (FSC) certified raw materials to verify that our paper products originate from responsibly managed timberlands. By documenting our supply chains, we help enterprise clients mitigate compliance and supply chain risks.
Every compound, high-barrier coating, and ink formulation used in our packaging undergoes rigorous migration testing. This step ensures zero toxicity transfer, meeting global standards for food, cosmetic, and pharmaceutical packaging applications.
We source our wood fibers from responsibly managed forests. Our FSC certification guarantees that our paper products support sustainable forestry practices and comply with global procurement standards.
Our biodegradable polymer structures, including mailers and snack bags, are tested to degrade in industrial composting environments. Within 180 days, they convert to carbon dioxide, water, and biomass, leaving no toxic residue behind.
Review detailed answers to technical questions about our alternative packaging materials, mechanical performance, and supply processes.
We utilize water-based (aqueous) polymer dispersion coatings applied via multi-station roller assemblies. The polymer particles fuse to form a continuous, non-porous barrier film that prevents grease, oils, and moisture from penetrating the paper fibers. These coatings can be formulated to meet specific oil resistance values, keeping the packaging structurally stable during storage.
Yes. Our biodegradable films, including PLA and PBS blends, are designed to run on standard packaging machinery. However, bio-based films typically have narrower heat-sealing temperature windows than traditional LDPE. Our technical team provides temperature, pressure, and dwell-time profiles to assist with calibration on your production lines.
Under industrial composting conditions (60°C, high humidity, and active microflora), our certified materials (complying with EN 13432 and ASTM D6400) degrade to carbon dioxide, water, and biomass within 180 days. In home composting environments, decomposition typically takes 12 to 18 months, depending on temperature and moisture levels. In dry warehouses, the materials remain structurally stable and do not degrade.
Yes. We offer structural and graphic customization. Our manufacturing facilities are equipped with multi-color gravure, flexographic, and digital printing machines. We can apply tactile coatings, spot UV, hot foil stamping, and customized windows to suit your brand requirements.
Our raw materials undergo analytical testing via Inductively Coupled Plasma Mass Spectrometry (ICP-MS) and Gas Chromatography-Mass Spectrometry (GC-MS). We verify compliance with international limits for heavy metals, plasticizers, and phthalates, ensuring our packaging is safe for food and cosmetics.
Our MOQs vary by product type and customization requirements. Standard custom-printed paper boxes and folding cartons generally require a minimum order of 10,000 units. High-barrier bio-pouch structures and custom-size mailers typically require 20,000 to 50,000 units per production run. Please contact our sales team to discuss details for your specific project.
Browse our specialty packaging lineup, including high-barrier paper pouches, rigid peptide boxes, custom laminated carriers, and logistics print devices.