Explore our flagship containment, shipping, and distribution solutions engineered for maximum product shelf-life and brand impact.






Analyzing high-barrier technologies, molecular stability, and the role of Wenzhou Amnet Packaging Co., Ltd.
The global health, wellness, and dietary supplement markets are undergoing an unprecedented paradigm shift. Driven by proactive consumer self-care and advancements in preventive medicine, the demand for nutraceuticals—including vitamins, minerals, herbal extracts, and protein formulations—has skyrocketed. However, the efficacy of these bio-active compounds relies entirely on their molecular integrity. Under environmental stressors such as moisture, UV radiation, oxygen, and fluctuating shipping temperatures, key active ingredients can rapidly degrade. This is where highly engineered nutraceutical packaging solutions serve as the critical line of defense.
As a premier China printed packaging manufacturer, Wenzhou Amnet Packaging Co., Ltd. specializes in addressing the complex containment and regulatory demands of this industry. We design, prototype, and manufacture custom packaging, retail display systems, and brand-defining configurations for enterprises globally. By integrating state-of-the-art physical barrier properties, active smart indicators, and high-precision print technologies, we help global brands preserve product efficacy, establish visual authority, and execute seamless international logistics.
Understanding the intersections of consumer safety, environmental accountability, and micro-barrier technology.
Traditional passive barriers are no longer sufficient for delicate probiotics and herbal extracts. Modern solutions require active desiccant integrations, oxygen scavengers, and smart heat-sealed membranes to regulate the package's internal climate and prevent oxidation.
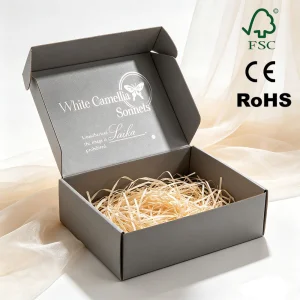
Global brands are shifting aggressively toward FSC-certified paperboards, post-consumer recycled (PCR) resins, and fully biodegradable coatings. Maintaining structural barrier properties while minimizing plastic footprint is the defining engineering challenge of this decade.
Using unique QR codes, NFC tag integrations, and specialized UV inks, manufacturers can protect consumers against fake products. Authentic packaging secures brand integrity and builds unparalleled consumer trust.
Choosing the correct raw material substrate based on active ingredient sensitivity and distribution stress profiles.
Developing a functional package requires understanding the chemical interactions between the supplement and its environment. In the table below, we evaluate the industry-standard materials used in high-volume production at our facility to assist procurement teams in making informed, data-backed decisions.
| Packaging Format | Primary Material Composites | Moisture Barrier (MVTR) | Oxygen Barrier (OTR) | Optimal Use Cases |
|---|---|---|---|---|
| High-Barrier Stand Up Pouches | PET / AL / LLDPE (Laminated) | Excellent (<0.1g/m²/day) | Excellent (<0.1cc/m²/day) | Powders, effervescent tablets, botanical teas |
| Sustainable Kraft Pouches | Kraft Paper / PLA or EVOH Line | Moderate-High | Moderate | Organic supplements, low-hygroscopic capsules |
| Corrugated Retail Mailers | FSC Cardboard / Fluted Core | Requires Secondary Liner | Requires Secondary Liner | Secondary shipping, e-commerce direct-to-consumer kits |
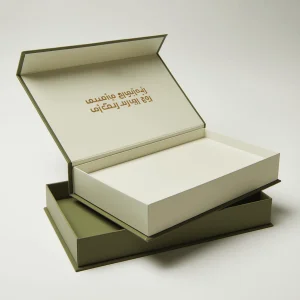
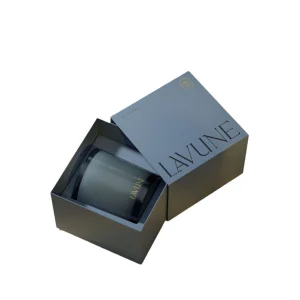
| Rigid Board Magnetic Gift Boxes | Greyboard / Art Paper Wrap | N/A (Structural Only) | N/A (Structural Only) | VIP influencer kits, high-end collagen drink sets |
Why sourcing from Wenzhou Amnet Packaging delivers significant cost-efficiency, technical precision, and scalability.
Operating out of Wenzhou, China's central hub for printing and packaging innovation, Wenzhou Amnet Packaging utilizes a fully vertical supply chain. From raw pulp sourcing and synthetic film extrusion to multi-color gravure, offset printing, precision die-cutting, and automated assembly, every stage of production occurs in-house. This minimizes transit bottlenecks, ensures tight process control, and significantly reduces lead times.
Our facility features high-speed automated folder-gluers, automatic label applicators, and high-performance printing machinery (like the Super Intelligent Automatic Label Printing Machine). By automating key parts of our workflow, we lower labor costs and ensure extreme mechanical precision. This enables us to offer highly competitive pricing, giving global brands the margins they need to scale.
Quality control is integrated into every step of our manufacturing process. We source raw materials from certified suppliers and run them through rigorous tests, including tensile strength testing, moisture barrier validation, seal integrity tests, and spectrophotometer color-matching. This systematic approach guarantees that every batch matches our approved physical prototypes.
Navigating strict regulatory landscapes in North America, Europe, and Asia-Pacific markets.
Supplements and health products are subject to strict regulations. Packaging intended for human consumption must meet food-contact safety standards and comply with international regulations such as the US FDA 21 CFR, EU Food Contact regulations, and ISO certification requirements. Wenzhou Amnet Packaging works closely with your regulatory and compliance teams to ensure all materials used—from non-migratory inks to BPA-free structural barriers—are certified for safety.
We also provide tailored support for child-resistant packaging (CRP) and senior-friendly designs. By matching ease-of-use with regulatory compliance, we help brands navigate strict retail requirements in target markets. Our logistics network offers DDP/CIF/FOB shipping solutions, managing custom clearances to deliver directly to your regional distribution centers in North America, Europe, Southeast Asia, and Australia.
Tailoring form factors and structural designs to specific nutraceutical categories.
For solid oral doses, moisture protection is critical. We design custom folding boxes and paperboard outers that integrate perfectly with interior blister cards, glass bottles, or heat-sealed pouches, creating clean retail and shelf-ready displays.
Protein powders and superfood greens require robust barrier layers. Our multi-layer stand-up pouches, complete with resealable zippers, prevent oxidation and clumping, maintaining freshness from first scoop to last.
Concentrated botanical drops and health elixirs need secure primary and secondary packaging. We build sturdy corrugated dividers, custom foam inserts, and rigid boxes with magnet lids to prevent breakage during global transit.
Answers to common technical, logistics, and material questions from procurement professionals.
Explore our sustainable mailers, industrial labeling machines, and high-barrier pouch solutions.




A transparent look inside Wenzhou Amnet Packaging's production lines, automated machinery, and quality control systems.