



In the contemporary fast-moving consumer goods (FMCG) landscape, Retail Ready Packaging (RRP), often interchangeably referred to as Shelf Ready Packaging (SRP), has evolved from a simple logistics necessity into a major driver of operational efficiency and brand equity. As major retailers globally—such as Walmart, Tesco, and Carrefour—escalate their regulatory standards, the request for CE certified packaging solutions has surged. Packaging is no longer merely a container; it is a vital component of automated warehousing and shelf-replenishment architectures.
“At Wenzhou Amnet Packaging Co., Ltd., we combine scientific structural engineering with global environmental compliance. Our mission is to supply custom, high-durability, and visually optimized printed packaging that helps global brands scale operations, maximize ROI, and guarantee seamless floor-to-shelf transitions.”
The global retail market operates on tight schedules. Rapid shelf replenishment is crucial for maintaining margins. The European Union's packaging mandates, alongside the implementation of European Machinery Directive frameworks, mean that any machinery-erected retail ready corrugated packaging must exhibit structural uniformity, precise tolerances, and high-performance safety scores. Achieving CE Certification ensures that the packaging is fully compatible with advanced automation lines, sorting matrices, and high-speed robotic depalletizing systems across Europe and major worldwide channels.
For large-scale suppliers, this certification is a gateway to international commerce. Without strict dimensional integrity and load-bearing verification, packages are prone to collapse during transit or jam automated sortation belts. This results in costly supply chain downtime and rejected shipments. By sourcing from a CE certified manufacturer like Wenzhou Amnet Packaging Co., Ltd., global distributors safeguard their logistics networks against failure while reinforcing their commitment to corporate governance and safety standards.
As we project trends towards 2030, the retail ready packaging industry is experiencing three transformative shifts:
To manufacture top-tier RRP, our technology roadmap emphasizes advanced printing capabilities and precise material science. Incorporating industrial assets such as our Single Pass Digital Direct Printer for Corrugated Box Packaging allows us to output photorealistic graphics without the heavy setup costs of traditional flexography. This setup supports small-run agility for regional promotions while maintaining the output scale required for international supermarket rollouts.
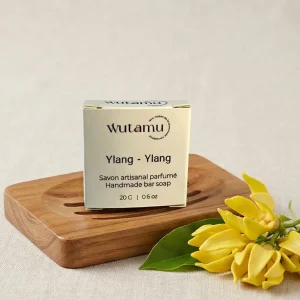
On the materials side, the selection of raw pulp fibers plays an important role. We offer rigid, lightweight compositions made from high-strength kraft liners, combined with bio-based cushioning (such as shipping-friendly pearl cotton interiors) to protect fragile items like cosmetics, electronics, and food jars. All materials comply with global chemical restriction regulations (such as REACH and RoHS), assuring safe handling at every point of the supply chain.
How we align structural engineering with retail efficiency to maximize store-shelf execution.
We build our custom solutions around the core principles of modern retail display: Easy to Identify, Easy to Open, Easy to Shelf, Easy to Shop, and Easy to Dispose. This ensures minimized manual labor and zero customer friction.
We provide advanced matte/gloss lamination, UV varnishing, embossing, and silver/gold foil stamping. This ensures that every POS corrugated display and cosmetic box captures immediate attention under retail lighting.
Understanding the push towards zero plastic, our structural engineers prioritize 100% recyclable, FSC-certified kraft paperboard, replacing traditional single-use plastics with smart paperboard dividers and inserts.
Depending on the region and distribution channel, retail-ready requirements change significantly. Our engineers design bespoke structural packaging systems to handle these specific scenarios:
High-volume supermarket chains demand displays that arrive pre-packed, are easy to stack, and can be placed on shelves with a single movement. Our Custom Slot POS Box for Retail Counter Exhibition fits standard European and US retail shelving layouts. This design minimizes store labor, reduces packaging waste, and presents products face-forward for maximum visibility.
For cosmetics, perfumes, and premium gift lines, packaging is the primary brand touchpoint. Utilizing rigid magnetic closure structures, custom-printed paper tubes, and high-fidelity embossing, we help brands create memorable unboxing experiences. These designs provide rigid protection during shipping and act as luxurious counter-top display units upon arrival.
Heavy and fragile items require reinforced structural engineering. We utilize heavy-duty corrugated board, reinforced double-wall structures, and drop-tested protective padding to ensure products survive transit while arriving in retail-ready condition.
Expert insights into sourcing, compliance, and material engineering for global B2B procurement





Step inside our high-tech workshop. We maintain strict manufacturing procedures and utilize advanced printing technology to guarantee high-performance, compliant, and durable retail packaging.