Browse our core CE-certified structural solutions, precision engineered for food safety, retail impact, and medical compliance.
In modern industrial and retail supply chains, CE certification acts as the fundamental passport for products entering the European Economic Area (EEA). While consumers traditionally associate CE marks with electrical machinery or toys, its application in flexible packaging is governed under critical EU directives surrounding consumer safety, food contact compliance, and environmental lifecycle impact. Chief among these is the EU Directive 94/62/EC on Packaging and Packaging Waste, alongside Regulation (EC) No 1935/2004 for materials intended to come into contact with foodstuff.
At Wenzhou Amnet Packaging Co., Ltd., we validate our processes against these exacting standards. To secure CE compliance, our flexible packaging options are systematically evaluated for chemical migration thresholds, heavy metal concentrations (specifically Lead, Cadmium, Mercury, and Hexavalent Chromium limits under 100 ppm), and structural integrity under thermodynamic stress. This guarantees that whether you are sourcing high-definition laminated stand-up pouches or sterile barrier medical storage materials, the packaging acts as a safe, inert envelope protecting both your product and the end-consumer.
Global supply chain managers must recognize that CE compliance is not a static certificate but a continuous quality control discipline. From mechanical stress test analysis for puncture resistance to gas chromatography tests validating low solvent retention in printed films, Wenzhou Amnet Packaging Co., Ltd. builds high-performance barrier solutions that satisfy European standards and global regulatory demands.
Choosing the correct polymer matrix is essential to balance shelf-life extension, optical clarity, and cost-efficiency. Modern flexible packaging has shifted away from simple mono-films toward complex co-extruded or laminated multi-layer films. Each layer in a high-barrier layout plays a specialized role, as detailed in our technical material matrix below:
| Layer Classification | Common Material Selection | Primary Engineering Function | Target Transmission Goals |
|---|---|---|---|
| Outer Layer (Print Web) | BOPET (Polyester), BOPP, Kraft Paper | Provides thermal stability, structural tensile strength, and high-fidelity print compatibility. | Gloss/Matte aesthetics, scratch resistance. |
| Intermediate Barrier Layer | EVOH (Ethylene Vinyl Alcohol), AL Foil, VMPET | Acts as a gas and moisture barricade preventing oxidation or loss of aroma. | OTR (Oxygen Transmission Rate) < 0.1 cc/m²/day. |
| Inner Sealing Layer | LDPE, LLDPE, CPP (Cast Polypropylene) | Provides low-temperature heat-sealability and direct food contact compatibility. | Hermetic seal integrity, burst resistance. |
| Eco-Friendly Alternatives | PLA (Polylactic Acid), PBS, Mono-PE | Ensures complete recyclability or industrial compostability matching green initiatives. | Circular economy compliance (EN 13432). |
Wenzhou Amnet Packaging Co., Ltd. excels in configuring these layers to construct application-specific structures. For example, our customizable spout pouches combine high-puncture resistance LLDPE with EVOH co-extrusions to replace bulky rigid plastic packaging, cutting transportation weight by up to 85% and reducing greenhouse gas footprints during distribution. Similarly, for dry food preservation, we use food-grade Kraft paper with high-barrier windows to maintain natural aesthetics without compromising shelf life.
Flexible packaging solutions are heavily optimized for regional end-use markets and application environments. Wenzhou Amnet tailors structural formats to match local needs:
We supply high-barrier sandwich wrappers, food-grade cookie packaging boxes, and resealable stand-up pouches featuring gas-release valves. These options prevent oxidation and rancidity in coffee, seafood, and bakery items.
For healthcare environments demanding strict sterility, our 3ml 2-units sterile LDPE vaccine storage containers are designed to maintain physical and chemical integrity under ultra-low cryo-preservation conditions.
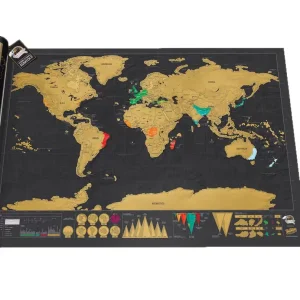
We provide durable e-commerce mailers, custom-printed scratch-off travel maps, and eco-friendly rigid tech display boxes with custom gold foil finishes. These options balance protection and branding during shipping.
Operating out of Wenzhou, China's packaging and printing hub, Wenzhou Amnet Packaging Co., Ltd. offers significant supply chain advantages. Our integration into regional petrochemical and raw material networks helps insulate our clients from raw material shortages and pricing fluctuations. We use advanced high-speed packaging machinery, including the *2026 VIPPAI Customized Carton Packaging Machine* and *Fully Automatic Flat Surface Real-Time Printing and Labeling Systems*, to scale up volume production while keeping unit costs low.









Our processing setup integrates custom graphic design, structural design, and post-press processes, including precise hot foil stamping, custom window die-cutting, and debossing/embossing. This unified manufacturing footprint minimizes production delays, reduces communication overhead, and ensures that packaging shipments arrive at international ports on schedule.
The global packaging sector is undergoing major changes driven by sustainability legislation and smart logistics. At Wenzhou Amnet, our research and development efforts focus on two key areas:
Traditional multi-layer structures, like PET/AL/PE, are difficult to recycle because separating the aluminum and polymer layers is complex. Our engineering roadmap prioritizes mono-material PE and PP structures. By stretching polyethylene films (MDO-PE) and combining them with inorganic oxide depositions (like AlOx or SiOx), we match the gas barrier performance of traditional metalized films while keeping the packaging fully recyclable under standard municipal recycling streams.
By integrating RFID chips and variable digital QR codes directly into flexible films during the high-speed converting phase, we help brands implement real-time tracking, anti-counterfeiting systems, and digital interactive experiences. These technologies allow logistics networks and consumer devices to read product details through packaging surfaces without compromising the barrier properties of the pouch.
Detailed answers to key structural, regulatory, and logistics questions for sourcing managers.
Explore our industrial wrappers, machinery systems, and food-grade packaging designed for high throughput workflows.